SLM 3D Printing Services
V1’s SLM 3D printing manufacturing capabilities enable rapid prototyping of high precision metal parts. Simply upload your STL file for an instant quote, manufacturability check and seamless production of your part.
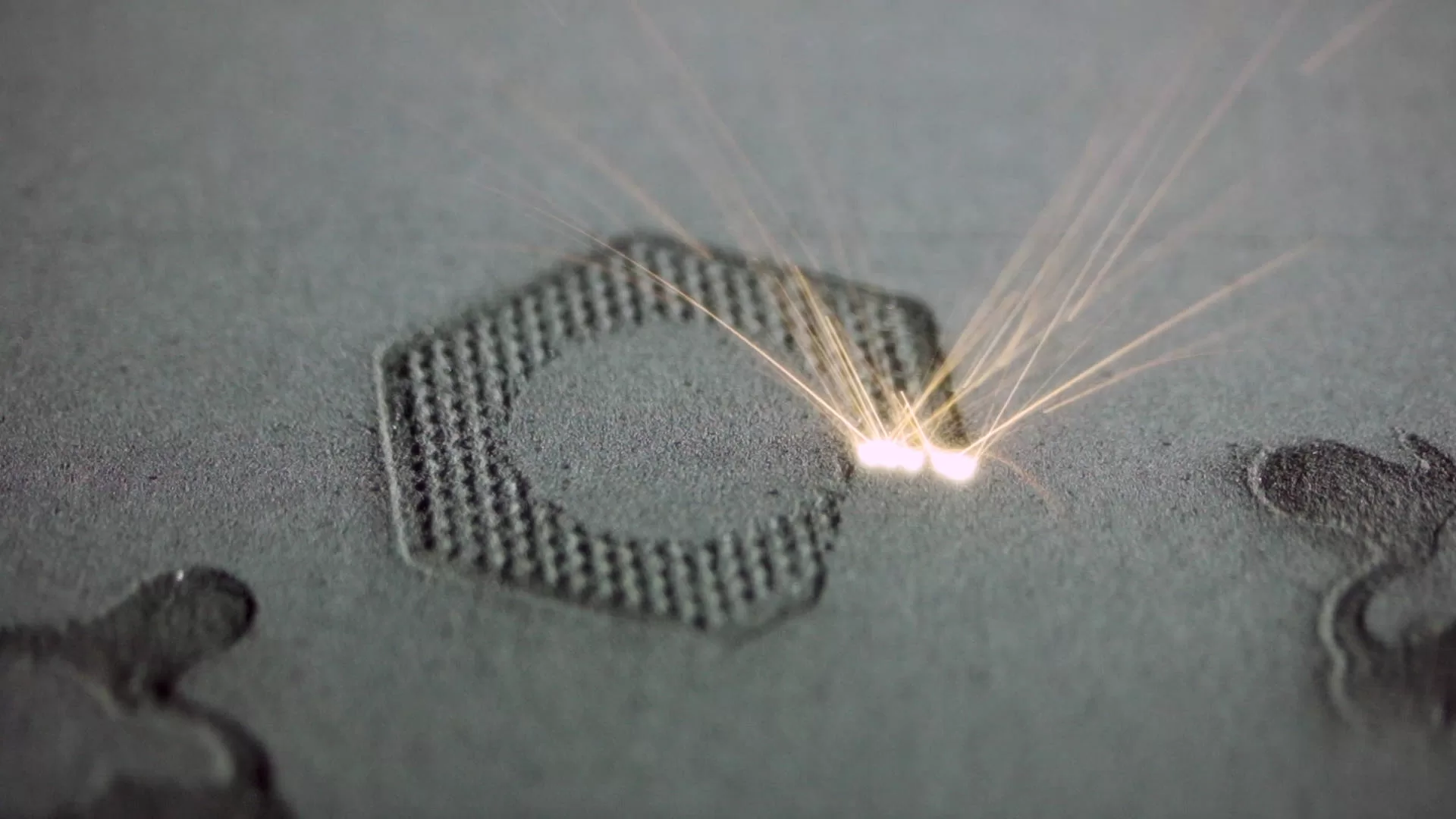
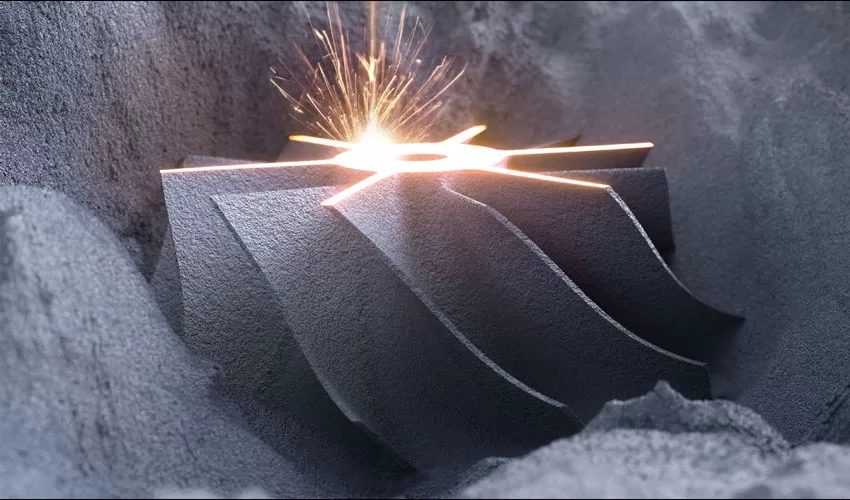
What is SLM 3D printing?
SLM (Selective Laser Melting) is a metal 3D printing technology that uses a high-powered laser to selectively melt and fuse metal powder particles layer by layer. A thin layer of metal powder is spread on the build platform, and the laser scans and melts the powder according to the digital design. This process is repeated layer by layer until the complete object is formed.
Learn more about SLM 3D printing
Selective Laser Melting (SLM) capabilities
SLM 3D printing offers several advantages over other 3D printing technologies. For example, it can produce complex geometries with high accuracy and resolution, making it suitable for producing parts with complex internal structures. In addition, SLM can use a variety of materials, including metals, ceramics and polymers, making it a versatile technology.
| Maximum print size | 320*320*400mm |
| Delivery time | 7 business days |
| Tolerance | ± 200μm or 0.2%mm |
| Minimum layer thickness | 1 mm |
SLM 3D Printing Materials
Below is a list of common SLM 3D printing materials, including metals and alloys, ceramics and plastics.
| Material | Color | Resolution | Tensile Strength | Elongation at Break | Heat Deflection Temperature | Application |
|---|---|---|---|---|---|---|
| Ti6Al4V | Silver gray | 0.05mm | 1000 MPa | 10% | 350°C | Aerospace components |
| 316L | Silver white | 0.05mm | 500 MPa | 40% | 300°C | Industrial parts |
| AlSi10Mg | Silver gray | 0.05mm | 250 MPa | 8% | 200°C | Lightweight structures |
It is important to note that different 3D printers may support different materials, and there may be different specifications and quality levels for the same material. When choosing a material, you need to consider the needs and requirements of the printed part, as well as factors such as the price and availability of the material.
SLM finishing options
Surface finishing is also an important aspect of SLM 3D printing technology to further optimise properties such as surface smoothness, precision and strength of the printed part. Here are some common SLM 3D printing surface finishing options
| Finish Option | Description |
|---|---|
| As-Built | The part is used as it is without any additional post-processing or finishing. |
| Support Removal | The support structures used during the printing process are removed, leaving the final part. |
| Surface Grinding | The surface of the part is ground down to achieve a smoother finish and improve dimensional accuracy. |
| Polishing | The surface of the part is polished to enhance its appearance and achieve a smoother finish. |
| Shot Peening | Small metal beads are shot at the surface of the part to induce compressive stresses, improve fatigue strength, and enhance surface quality. |
| Heat Treatment | The part is subjected to controlled heating and cooling processes to modify its material properties, such as hardness and strength. |
| Coating | A protective or decorative coating is applied to the part’s surface to enhance its properties or appearance. |
SLM post-processing capabilities
Post-processing is an important step in SLM 3D printing to achieve the desired surface finish, mechanical properties and overall performance of the printed part. Here are some common post-processing features of SLM 3D printing:
| Post-Processing Capability | Description |
|---|---|
| Support Removal | Removal of support structures used during the printing process. |
| Surface Finishing | Improvement of the part’s surface quality, such as grinding, polishing, or shot peening. |
| Heat Treatment | Application of controlled heating and cooling processes to modify the part’s material properties. |
| Machining | Using CNC milling, turning, or drilling to achieve specific geometries or tolerances. |
| Coating | Application of protective or decorative coatings to enhance properties or appearance. |
| Finishing Machining | Final machining operations to achieve precise dimensions and surface quality. |
| Quality Inspection | Inspection techniques like dimensional measurement, non-destructive testing, and material analysis. |
| Assembly | Joining multiple printed parts or combining printed parts with other components. |
Advantages of SLM 3D printing over other 3D printing technologies
| Printing Technology | Dimensional Accuracy | Advantages | Build Size | Layer Thickness | Minimum Feature Size |
|---|---|---|---|---|---|
| SLM | High | Manufacturing high-strength, high-density, high-quality metal parts | Less than 250 x 250 x 325 mm | 20-100 microns | 0.1-0.3 mm |
| SLS | Medium | Printing high-precision, high-surface-quality, complex parts | Less than 600 x 600 x 450 mm | 50-200 microns | 0.3-0.5 mm |
| FDM | Low | Low-cost, easy-to-use, capable of printing large parts | Up to 1000 x 1000 x 1000 mm | 100-300 microns | 0.4-0.8 mm |
| SLA | High | High-precision, high-surface-quality, capable of printing transparent parts | Less than 600 x 600 x 400 mm | 25-100 microns | 0.05-0.1 mm |
Design guidelines for SLM
The following table summarises the recommended and technically feasible values for the most common features in SLM 3D printed parts.
Learn more about how to design for SLM 3D printing.
| Feature | Recommended Value | Technically Feasible Value |
|---|---|---|
| Minimum Wall Thickness | 0.5 mm | 0.3 mm |
| Minimum Detail Size | 0.3 mm | 0.1 mm |
| Cantilever Structures | Less than 10 times material thickness | Less than 5 times material thickness |
| Surface Roughness | Ra 6.3 | Ra 3.2 |
| Maximum Build Size | 250 x 250 x 325 mm | 600 x 600 x 600 mm |
| Materials | Stainless steel, titanium alloy, aluminum alloy | Nickel-based alloy, tungsten alloy, molybdenum alloy, etc. |
| Maximum Temperature | 250°C | 400°C |
Advantages And Drawbacks Of SLM 3D Printing
Overall, SLM is suitable for small batch, high-value metal parts printing, can achieve complex structures, but the printing cost is higher, the need for post-processing, the use of also has a certain threshold.
Advantages
- High Strength: SLM 3D printing enables the production of high-strength metal parts, making it suitable for applications requiring robust components.
- Design Freedom: SLM allows for the creation of complex geometries and intricate internal structures that are difficult or impossible to achieve with traditional manufacturing methods.
- Material Variety: SLM can work with a wide range of metal materials, including stainless steel, titanium alloys, aluminum alloys, and more, providing versatility in material selection.
- Customization and Personalization: SLM enables the production of highly customized and personalized parts, catering to specific requirements or individual preferences.
- Rapid Prototyping: SLM allows for quick and cost-effective prototyping, reducing the time and expenses associated with traditional prototyping methods.
Drawbacks
- Cost: SLM 3D printing can be expensive, primarily due to the high cost of equipment, materials, and post-processing requirements.
- Surface Finish: 3D printed parts from SLM often have a rough surface finish, requiring additional post-processing steps like grinding or polishing to achieve the desired smoothness.
- Support Structures: SLM often requires the use of support structures during printing, which need to be removed afterward, adding complexity and time to the post-processing stage.
- Size Limitations: SLM machines have limitations on the maximum build size, restricting the size of parts that can be produced in a single print.
- Process Complexity: SLM 3D printing involves intricate process parameters and optimization to achieve optimal results, requiring expertise and experience to set up and operate the equipment effectively.
Our other 3D printing processes

FDM
Fast & affordable prototyping
- Dimensional accuracy of ± 0.05% with a lower limit: ± 0.05 mm
- Lead times from 1 business day

SLA
Visual prototyping
Dimensional accuracy of ± 0.5% with a lower limit of ± 0.15 mm (± 0.006″)
SLS
Functional prototyping & low-run production
Dimensional accuracy of ± 0.3% with a lower limit of ± 0.3 mm (± 0.0118″)
MJF
Functional prototyping & low-run production
Dimensional accuracy of ± 0.3% with a lower limit on ± 0.3 mm